Металлоконструкции, выполненные при помощи сварки — основа для строительства большинства зданий и сооружений, в том числе быстровозводимых. Сварка позволяет соединять металлические детали (стойки, балки, колонны) для возведения различных типов сооружений: жилых зданий, торговых павильонов, мостов, эстакад, промышленных, стратегических и прочих объектов.
Суть технологической операции заключается в соединении металлов или сплавов под воздействием мощной тепловой энергии на межатомном уровне. Конструкции, выполненные таким образом, получаются крепкими, прочными и долговечными, с неограниченным ресурсом.
Существует два вида сварочных работ — дуговая и недуговая (контактная или точечная). Недуговая применяется преимущественно для соединения тонколистового металла (автомобилестроение), а дуговая в строительстве — для изготовления металлоконструкций различного уровня сложности.
Оборудование, которое мы используем на производстве
Сварочные работы специалисты нашего завода выполняют на портальной установке сварки под флюсом, а также сварочных аппаратах от ведущих производителей сварочного оборудования в мире — американской компании Lincoln Electric, шведской Z-Master, финской Kemppi и других. Используемое нами оборудования дает возможность варить металлоконструкции, используя различные способы сварки — импульсную, под флюсом, а также с применением синергетических программ.
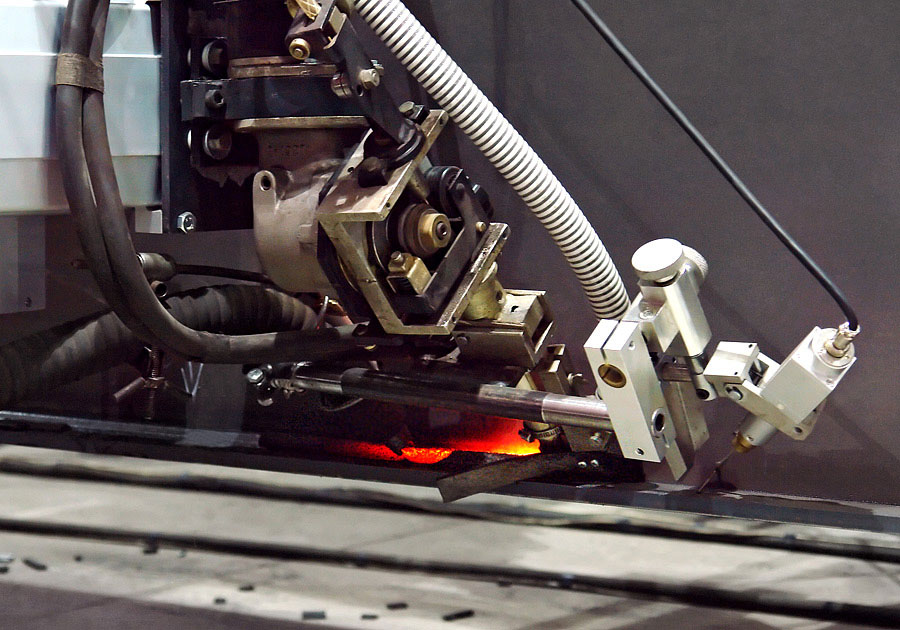
Портальная сварочная установка для сварки под флюсом
Оборудование предназначено для автоматизированной сварки под слоем флюса. На нем выполняются стыковые, нахлесточные, угловые и тавровые швы. Технология широко применяется для создания металлоконструкций из цветных металлов (меди, алюминия), углеродистой, низко- и высоколегированной стали, различных сплавов.
Конструктивно установка представляет собой портал с двусторонним приводом, перемещающийся по продольным рельсовым направляющим с помощью сервоприводов. Портальный механизм состоит из двух комплектов сварочных головок, автоматической системы подачи проволоки, механизмов рециркуляции флюса, источников питания и пульта управления.
Данный вид сварочных работ относится к дуговой сварке, при которой саму дугу, горящую между бесконечным электродом и деталью, не видно. Вместе с ванной расплава они скрыты под слоем сыпучего зернистого материала — флюсом. При этом от негативного воздействия окружающей среды зона сварки защищена образующимся из флюса шлаком.
По сравнению с другими методами, такой вид сварки считается одним из наиболее высокопроизводительных способов изготовления металлоконструкций поскольку за счет флюса в разы увеличивается тепловой КПД.
Преимущества метода:
- высокая производительность, превышающая возможности ручной дуговой сварки минимум в 5 раз;
- образцовое качество сварного шва за счет препятствия попадания воздуха в рабочую зону;
- автоматизация производственного процесса;
- незначительные потери электродного металла (2-5%) благодаря практически полному отсутствию разбрызгивания и угара металла.

Технические характеристики установки
| Количество сварочных головок, шт | 2 |
| Регулирование сварочного тока, A | 170–1250 |
| Максимальная длина сварного шва, м | 36 |
| Максимальная рабочая ширина, мм | 3000 |
| Максимальная высота подъема сварочных головок, мм | 1900 |
| Минимальная сварочная скорость, м/ч | 7 |
| Максимальная сварочная скорость, м/ч | 70 |
| Маршевая скорость, м/ч | 170 |
| Свариваемые толщины, мм | 6–60 |



Сварка в среде защитных газов
При сварке таким способом для защиты рабочей зоны и плавящегося металла применяется специальный газ, подаваемый в зону плавления при помощи специального электрододержателя (горелки). Суть метода заключается в том, что с помощью этого газа, подаваемого в зону сварки через сопло, участки шва и околошовной зоны заготовки, сварочная ванна, электрода и присадочного прутка защищаются от окисления.
В качестве защитного газа при сварке цветных металлов, таких как алюминий и медь, используется нейтральный аргон, который не вступает с ними в реакцию. При работе со сталью применяется углекислый газ, не являющийся нейтральным, который в небольшой степени вступает в реакцию с металлом.
Преимущества сварки в среде защитных газов:
- высокое качество сварных соединений независимо от вида металла или сплава;
- возможность выполнения сварочных работ в разных пространственных положениях;
- высокая устойчивость сварных соединений к появлению коррозии (при сварке алюминия) за счет выполнения сварочных работ без флюса;
- самоочищение поверхности металла от окиси за счет применения специального газа;
- высокая производительность производственного процесса;
- доступная стоимость услуги.






Сборочно-сварочные работы
Сварочно-сборочные работы обязательно проводятся как при изготовлении различных металлоконструкций, так и при монтаже инженерных коммуникаций. Технологический процесс состоит из трех этапов: размещения подготовленных деталей собираемого изделия, их закрепление между собой и сборка в единую конструкцию. Каждый из этапов изготовления металлоконструкций выполняется в строгом соответствии с проектной документацией и технологическими картами.
Непосредственно технологический процесс сборки и сварки металлоконструкций может выполняться двумя способами:
- поэтапное (последовательное) выполнение сборки и сварочных работ конструктивных элементов, деталей и сооружения (изделия) в целом;
- выполнение сборки и сварки сначала сборочных единиц, затем соединения конструктивных элементов, сборочных единиц и всей конструкции в единое целое.
Поэтапное выполнение сборочно-сварочных работ применяется, в основном, при изготовлении и монтаже небольших изделий средней сложности. Для крупногабаритных конструкций используется другой метод — контрольная сборка, при которой все крупные сборочные единицы предварительно собираются и свариваются.
Если конструкция или изделие негабаритное (к примеру, мостовые, портальные, козловые краны), применяется метод узловой сборки. В процессе контрольной сборки тщательно проверяются качество всех конструктивных элементов и единиц, а также их соответствие техпараметрам. При обнаружении несоответствий или дефектов они устраняются, что гарантирует качество сборочных работ. После выполнения контрольной сборки конструкция разбирается для покраски или других технологических операций или сразу транспортируется на объект для монтажа.
При изготовлении конструкций из металла сборочно-сварочные работы могут выполняться в разной последовательности, которая зависит от сложности и габаритов сооружения (изделия), а также способа выполнения сварки. От последовательности выполнения работ, правильности выбора сварочного оборудования и других факторов напрямую зависит прочность и эксплуатационные свойства готовой конструкции.